Always read and follow the safety precautions and operational instructions in your owner's manual.
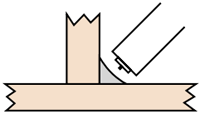
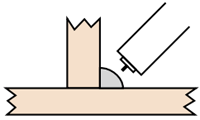
1. Keep a 1/4 to 3/8 in. stickout (electrode extending from the tip of the contact tube).
 |
 |
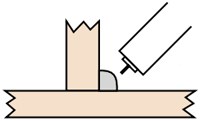 |
| Too Short |
Normal |
Too Long |
2. For thin metals, use a smaller diameter wire. For thicker metals, use a larger wire and a larger machine. See machine recommendations for welding capacity.
 Welding Wire Thickness Chart
Welding Wire Thickness Chart
3. Use the correct wire type for the base metal being welded. Use stainless steel wires for stainless steel, aluminum wires for aluminum, and steel wires for steel.

4. Use the proper shielding gas. CO2 is good for penetrating welds on steel, but may be too hot for thin metal. Use 75% Argon/25% CO2 for thinner steels. Use only argon for aluminum. You can use a triple-mix for stainless steels (Helium + Argon + CO2).
5. For steel, there are two common wire types. Use an AWS classification ER70S-3 for all purpose, economical welding. Use ER70S-6 wire when more deoxidizers are needed for welding on dirty or rusty steel. (Refer to Diagram 6. Welding Wire).
| Solid Carbon-Steel ER70S-6 |
- Must be used with CO2 or 75% Argon/25% (C-25 shielding gas.
- CO2 gas is economical and deeper penetration.
- 75% Argon/25% CO2 has less spatter and better bead appearance
- Indoor use with no wind..
- For auto body, manufacturing, fabrication.
- Welds thinner materials (22 gauge) than flux cored wires.
|
| Flux-Cored/Carbon-Steel E71TGX |
- No shielding gas required
- Excellent for outdoor windy condtions
- for dirty, rusty, painted materials
- Hotter than solid wires, welds to 18 gauge materials and thicker
|
| Aluminum ER5356 |
- Must be used with Argon shielding gas.
- Recommended to be used with spool guns for best results.
- 5356 harder for stronger welds and easier feeding.
|
| Stainless Steel ER308L |
- Must be used with Trimix (Helium/Argon/CO2) or spray shielding gas
- For 301, 302, 304, 305 and 308 stainless base metals.
|
6. For best control of your weld bead, keep the wire directed at the leading edge of the weld pool.
7. When welding out of position (vertical, horizontal, or overhead welding), keep the weld pool small for best weld bead control, and use the smallest wire diameter size you can.
8. Be sure to match your contact tube, gun liner and drive rolls to the wire size you are using.
9. Clean the gun liner and drive rolls occasionally, and keep the gun nozzle clean of spatter. Replace the contact tip if blocked or feeding poorly.
10. Keep the gun straight as possible when welding to avoid poor wire feeding.
11. Use both hands to steady the gun when you weld. Do this whenever possible. (This also applies to stick and TIG welding, and plasma cutting).
12. Keep wire feeder hub tension and drive roll pressure just tight enough to feed wire, but don't overtighten.
13. Keep wire in a clean, dry place when not welding, to avoid picking up contaminants that lead to poor welds.
14. Use DCEP (reverse polarity) on the power source.
15. A drag or pull gun technique will give you a bit more penetration and a narrower bead. A push gun technique will give you a bit less penetration, and a wider bead.
Effect of Electrode Position and Welding Technique
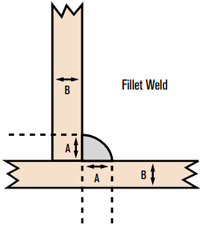
16. When welding a fillet, the leg of the weld should be equal to the thickness of the parts welded.
17. Compare your weld to our photos to determine proper adjustments.

Good weld |

Travel too fast |

Travel too slow
|

Voltage too low
|

Voltage too high
|

Amperage too low
|
Amperage too high
|

Less stickout, no gas
|
|